Manual acoustic inspection in End-of-Line (EoL) testing is subjective, prone to fatigue, and lacks traceability. This article explores Hertzinno’s Edge AI Voiceprint QC Solution. By combining distributed sensors with advanced NVH algorithms like Order Tracking and Kurtosis analysis, we empower manufacturers to bypass factory noise and achieve 100% objective, automated defect detection.
Case Details
Beyond the Human Ear: Revolutionizing End-of-Line Quality Control with AI Voiceprint Technology
The Challenge: The Bottleneck of Manual Acoustic Inspection
In modern automated manufacturing, ensuring the acoustic and vibrational quality of rotating equipment—such as motors, compressors, and pumps—is a critical final step in End-of-Line (EoL) testing. Traditionally, factories have relied on experienced quality inspectors to "listen" for defects, often using stethoscopes or simply their bare ears.
However, as production line speeds increase and quality tolerances tighten, this manual approach faces insurmountable bottlenecks:
- Psychoacoustic Masking & Ear Fatigue: In an industrial environment with ambient noise exceeding 80-90dB, human auditory sensitivity degrades rapidly. Low-amplitude defect sounds are easily "masked" by loud background noise.
- Subjectivity & Inconsistency: What constitutes an "abnormal" mechanical whine to Inspector A might be deemed "acceptable" by Inspector B. There is no quantifiable standard.
- Zero Data Traceability: Human judgments cannot be digitized. When a client returns a defective product months later, it is impossible to trace its original acoustic data to perform a root-cause analysis.
To solve this, Hertzinno introduces the Automated Voiceprint QC Solution, seamlessly integrating highly isolated Acoustic Boxes with advanced signal processing and AI classification algorithms to achieve 100% objective, traceable, and automated EoL acoustic inspection.
⚙️ Step 1: Precision Acoustic Capture via Distributed Sensors (多源声学感知)
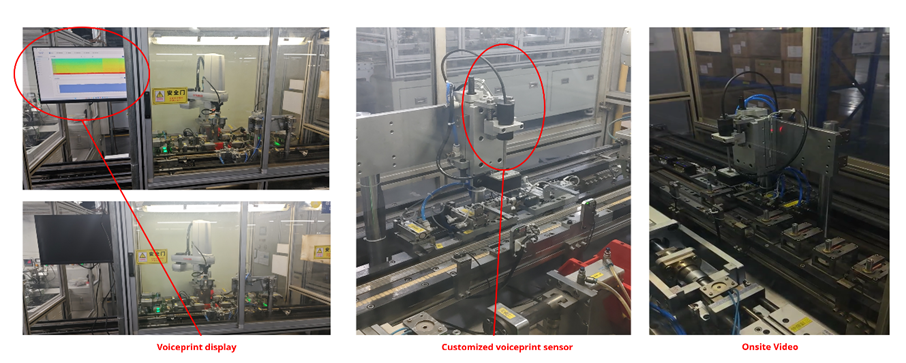
In a noisy factory environment, the first step to automated quality control is capturing the right signal. Instead of relying on a single microphone or human ears, the Hertzinno solution utilizes highly sensitive, industrial-grade acoustic sensors deployed directly at the inspection stations.
- Multi-Sensor Adaptability: Depending on the specific End-of-Line (EoL) requirement, the system integrates with various sensor types—ranging from high-frequency ultrasonic microphones to pinpoint air leaks, to near-field acoustic sensors for detecting internal motor friction.
- Bypassing Background Noise: By positioning these specialized sensors close to the target components and focusing on high-frequency mechanical signatures (often in the ultrasonic range), the system naturally filters out the low-frequency "smog" of the factory floor, capturing a pure, high-fidelity
acoustic signal without needing a bulky physical soundproof room.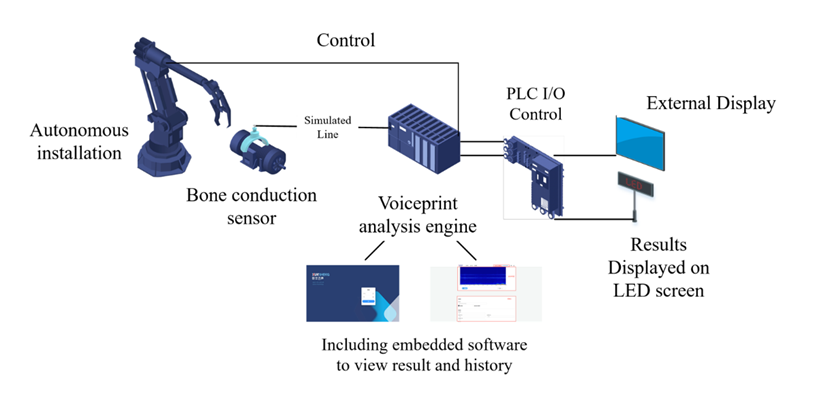
🧠 Step 2: The Core Engine: Signal Processing & AI Voiceprint Algorithms
Capturing the sound is only half the battle; the real magic happens in the data analysis. The core of our solution is the Hertzinno Acoustic Box—a powerful, industrial-grade edge computing hardware unit deployed directly on the production line.
Once the distributed high-fidelity microphones capture the pure "acoustic signature" of the product, this hardware Box acts as the software engine. Instead of relying on simple decibel (dB) thresholds, our edge computing system dissects the audio data using advanced NVH methodologies:
Advanced Signal Processing & Order Tracking
Rotating machinery noise is directly tied to its rotational speed. Hertzinno's software utilizes Fast Fourier Transform (FFT) to convert time-domain audio into frequency-domain spectrograms. For variable-speed equipment, we apply Order Tracking. By dynamically linking the acoustic data directly to the motor's real-time RPM, the system can precisely isolate noises caused by specific mechanical components—such as gear mesh frequencies or bearing fault harmonics—even as the machine speeds up or slows down during the test cycle.
Case 1: Commercial Water Pump Testing for Sanhua
- Location: A Sanhua commercial pump manufacturing and testing center.
- Application: Utilizing acoustic imaging and voiceprint analysis to detect pump cavitation, mechanical seal instability, and bearing friction noise during high-pressure endurance tests.
- The Solution & Result: Traditional vibration sensors often fail to catch early-stage fluid anomalies. By deploying Hertzinno's high-frequency acoustic sensors, the system continuously monitored the pumps during rigorous endurance cycles. Tracking statistical indicators like Kurtosis allowed the edge AI to identify micro-frictions and cavitation long before mechanical failure occurred, significantly accelerating the R&D testing cycle and ensuring maximum pump lifespan.

Case 2: Commercial Refrigeration Solenoid Valve Testing for Sanhua
- Location: A Sanhua commercial refrigeration component manufacturing base.
- Application: Detecting internal pilot valve leakage and abnormal electromagnetic humming during functional testing of commercial-grade solenoid valves.
- The Solution & Result: Internal pilot valve leakage produces extremely subtle acoustic signatures that are easily masked by factory noise. Hertzinno utilized ultra-wideband microphones to capture micro-frictions in the ultrasonic range, effectively bypassing the loud, low-frequency background environment. This completely eliminated "false passes" caused by inspector auditory fatigue, ensuring zero-defect shipment for critical refrigeration components.
📈 The ROI of Hertzinno Automated Voiceprint QC
Transitioning to Hertzinno's automated acoustic inspection is not just a quality upgrade; it is a strategic business investment:
- 100% Objective Consistency: Eradicate human error and establish a quantifiable, mathematical standard for product quality.
- Complete Data Traceability: Digitize your acoustics. If a warranty claim arises, engineering teams can instantly retrieve the specific unit's EoL voiceprint to perform closed-loop R&D improvements.
- Optimized Labor & Throughput: Operate 24/7 without shift changes or auditory fatigue, enabling higher production throughput while reallocating skilled technicians to higher-value analytical tasks.
Are you ready to move beyond subjective listening? Equip your production line with the ultimate acoustic standard. 👉 [Click here to schedule a consultation and Voiceprint QC Demo with Hertzinno's engineering team.]










